首页
产品
黄铜合金焊材
磷铜合金焊材
银钎焊合金
铝焊丝
药皮焊丝
药芯焊丝
紫铜合金焊材
气焊助熔剂
应用
新闻
关于我们
常见问题
联系我们
中文
English
你要买什么?
热门搜索 :
中国焊接制造商
中国黄铜焊丝制造商
BCuP-2磷铜焊条
冰箱空调铜管焊接
黄铜焊丝制造商
焊接溶剂批发
黄铜基焊接材料
HS221黄铜焊条批发
焊丝表面光洁明亮
黄铜焊丝
请求报价
+86 13705623213
获取报价
首页
产品
黄铜合金焊材
磷铜合金焊材
银钎焊合金
铝焊丝
药皮焊丝
药芯焊丝
紫铜合金焊材
气焊助熔剂
应用
新闻
关于我们
常见问题
联系我们
请选择您的语言 :
中文
English
社交分享 :
你要买什么?
热门搜索 :
中国焊接制造商
中国黄铜焊丝制造商
BCuP-2磷铜焊条
冰箱空调铜管焊接
黄铜焊丝制造商
焊接溶剂批发
黄铜基焊接材料
HS221黄铜焊条批发
焊丝表面光洁明亮
黄铜焊丝
Leave A Message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.
Submit
新闻
您在:
/
首页
/
新闻
每一批货物背后的加倍付出:来自新鑫焊材的故事
每一批货物,都藏着一段故事。 大多数客户只会看到成品纸箱运抵自家仓库:包装整齐、标识清晰,可直接投入生产。但他们很少知晓,这些纸箱背后承 载着怎样的坚守。 在新鑫焊材,这份坚守,体现在全体员工每日做出的每一个细微抉择。 一切始于一张标签 数月前,我们为海外合作客户筹备一批HS221黄铜钎焊棒的出货工作。 生产工序已顺利完成,钎焊棒全部通过各项检测,集装箱定于次日上午装货。 一切看似准备妥当。 可在最终包装复核环节,一名质检人员发现,部分纸箱粘贴的是上一批次产品的旧标签。 产品本身完全符合规格要求,化学成分、尺寸规格、使用性能均达标。 唯一的问题,仅仅是印刷标识有误。 乍看之下,这只是一桩微不足道的小事。 但站在我们的角度,此事必须立刻处理。 精准的标签是库存管控、产品溯源、仓库高效管理的基础。哪怕一处细微的标识偏差,都可能给收货方带来不必要的麻烦。 全员协同,合力解决 当时已临近下班。 生产、包装、仓储、质检各部门同事无需等待上级安排,自发聚集到现场共同处理问题。 有人核对批次生产记录; 有人赶制全新标签; 多名员工拆开纸箱,逐一核对产品信息后重新封箱。 所有整改流程全部记录存档,确认无误后才放行这批货物。 没有人纠结这项工作归属哪个部门。 我们心中只有一个核心准则: 交付给客户的货品,必须达到我们自己收货时期待的标准。 得益于所有人通力配合,这批货物次日清晨如期出厂发货。 细微之处,尽显专业 数周后,海外合作方反馈,货物完好无损送达。 包装规整有序,产品标识清晰明了,收货流程十分顺畅。 他们并不知晓,背后有多名工作人员为此付出额外工作。 但这无关紧要。 因为我们的初衷,从来不是宣扬额外付出的心血。 我们的目标,是让所有信赖我们产品的客户,收货全程省心无忧。 不止于钎焊耗材 新鑫焊材生产全系列钎焊、焊接耗材,产品涵盖黄铜钎焊棒、银钎料、磷铜钎料、铝钎焊材料、钎焊熔剂以及焊丝,供应 全球各类工业场景。 我们的产品广泛应用于暖通空调、制冷设备、自行车制造、电气工程、汽车零部件等众多行业,但我们坚信,企业最核心 的竞争力藏在看不见的地方。 那就是全体部门统一坚守的工作理念: 注重每一处细节; 同事之间互帮互助; 绝不妥协于我们承诺过的品质标准。 每一箱货物,皆承载企业口碑 制造业的成功,从来不能只用产量衡量。 它体现在每一批产品稳定如一的品质、每一张标签准确无误的信息、每一批货物细致周全的包装,以及合作伙伴
- July 09, 2026
钎焊接头开裂原因、常见诱因及实用解决办法
元描述 钎焊接头裂纹会引发泄漏、强度下降、返修成本攀升以及产品失效。新鑫焊材将为您详解钎焊接头开裂最常见诱因、实用 预防方案及专业钎焊解决对策。 每一处钎焊裂纹都暗藏工艺隐患 钎焊接头开裂绝不只是简单的生产缺陷,往往代表钎焊工艺流程中出现了异常问题。 无论您生产暖通换热器、制冷设备、汽车零部件、电连接器、电力设备还是工业机械,钎焊裂纹都会造成介质泄漏、机械 强度衰减、高额维修成本,甚至产品彻底报废。 多数厂商最初都会误以为是钎料品质不佳,但实际上,绝大多数钎焊裂纹由多重因素共同导致,涵盖母材适配性、钎料选 型、钎焊工艺参数、接头结构设计、表面预处理以及残余应力等。 充分掌握以上影响因素,是制作强度更高、安全性更好、使用寿命更长钎焊接头的核心关键。 一、母材适配性——实现可靠钎焊的首要环节 母材适配性是决定钎焊质量的核心要素之一。 不同金属在升温和冷却阶段的热胀冷缩速率存在差异。若母材与钎料的热膨胀系数相差过大,冷却过程中会产生巨大热应 力。 典型搭配案例如下: ▶ 铜与铝钎接 ▶ 不锈钢与铜合金钎接 ▶ 硬质合金与钢材钎接 ▶ 陶瓷金属复合构件钎接 若钎料与使用工况匹配不当,此类热应力极易催生裂纹。 另一类常见问题是脆性金属间化合物生成。钎焊过程中钎料与母材发生过度扩散,会形成坚硬脆薄的化合物层,大幅降低 接头塑性,提升开裂概率。 部分母材本身更容易受热应力影响,包括高碳钢、工具钢、钛合金、硬质合金,这类材料通常需要严格管控冷却工序。 同理,磷、硅、硼含量偏高的钎焊合金塑性普遍较差,在重载工况下更易出现冷裂纹。 二、钎焊工艺参数设置不当 即便选用适配的母材,工艺管控不到位依旧会造成接头失效。 钎焊温度过高 温度越高不代表接头强度越高。 超温会带来以下问题: ▶ 加速母材熔蚀 ▶ 加剧母材与钎料相互扩散 ▶ 催生大量脆性金属间化合物 ▶ 增大残余应力 保温时间过长 工件在钎焊温度下保温过久,脆性相持续生长,降低接头韧性。 升温或冷却速度过快 急速升温会造成工件温度分布不均;风冷、水冷强制冷却会产生剧烈热应力。 该问题在硬质合金、高强钢、钛合金钎焊时影响尤为突出。 加热不均匀 火焰钎焊时局部过热,容易导致钎料流动不均、润湿不完全、应力集中,大幅增加开裂风险。 三、接头结构设计与残余应力 接头几何结构的重要性不亚于母材选型。 接头间隙设置不合理会大幅降低接头使用性能: ▶ 间隙过大:钎料层过厚,�
- July 04, 2026
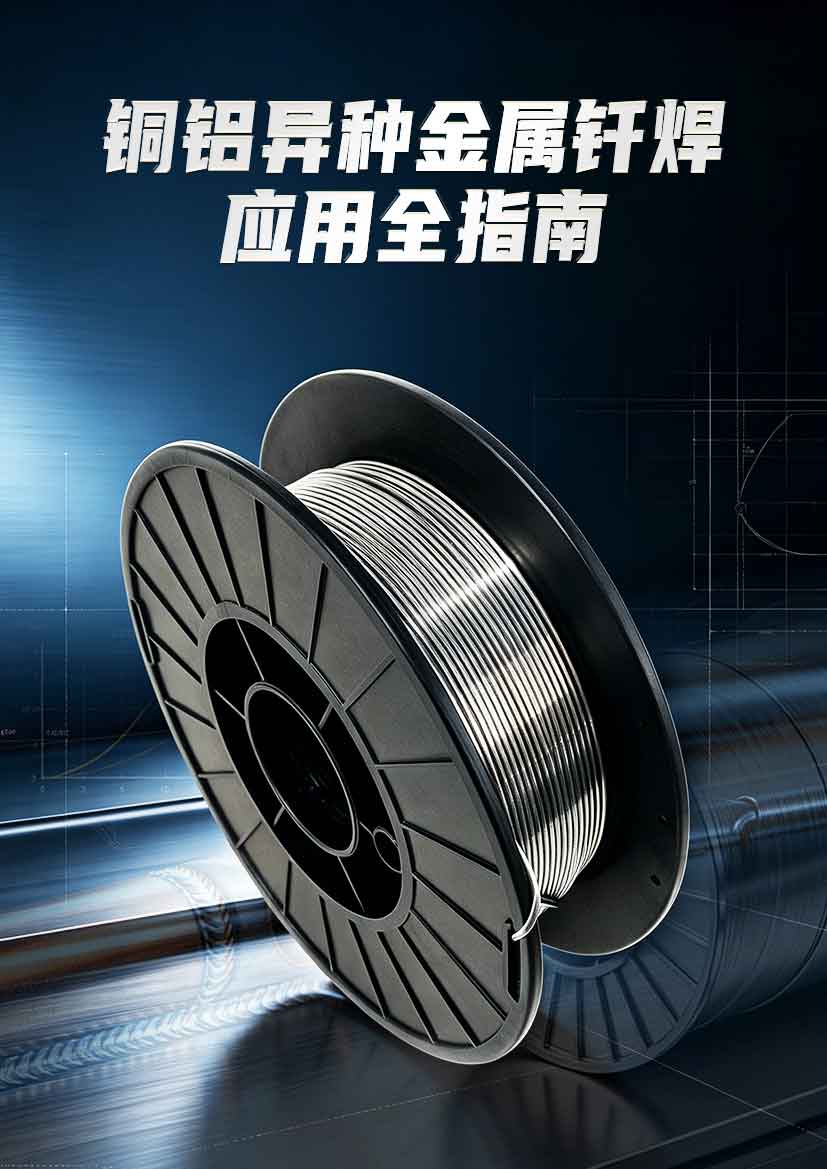
新鑫焊材-铜铝药芯钎焊焊丝
铜铝异种金属钎焊应用全指南 铜铝钎焊难点解析 铜与铝异种材料焊接难度大:铝表面极易生成致密氧化膜,同时铜导热速度极快。普通钎料普遍存在润湿性差、结合强 度低、焊缝漏气、导电电阻升高、冷热循环后开裂等缺陷。 新鑫焊材铜铝药芯钎焊焊丝产品介绍 一体式复合钎焊填充材料,外皮为锌铝合金,内部填充高纯铯系白色钎剂芯。加热过程中内置钎剂自动活化,清除母材 氧化层,大幅提升钎料铺展润湿性,无需额外单独涂抹钎剂。 核心优势 • 自带内置钎剂,简化整套钎焊工序 • 强效清除铜、黄铜、铝材表面氧化皮 • 焊后残渣无腐蚀性,无需后续清洗工序 • 低温钎焊工艺,最大程度避免母材过烧损伤 • 适配火焰钎焊、感应钎焊、炉中钎焊、自动化钎焊设备 • 焊缝气密性优异,导电性能、机械结合强度达标 产品系列 XX-FC0215H 高铯款:主打高导电性能,电气元件专用 XX-FC0215K 中铯款:承压管路、液压管道专用 XX-FC0215 / XX-FC0215A 通用款:大批量流水线生产通用 XX-FC0215T / XX-FC0215N 无铯经济型:性价比通用款 XX-FC4045-CuAl 特种款:铝与不锈钢异种焊接专用 适用行业 暖通空调与制冷、新能源汽车、清洁能源、电子通信、通用工业制造。 产品技术参数 供货形态:直条焊丝、盘装焊丝、预制钎焊环、异形定制件 常规直径:1.6 毫米、2.0 毫米、2.4 毫米,支持非标尺寸定制 选择新鑫焊材的理由 产品品质稳定、配套焊接工艺技术支持、可承接 OEM 代工、钎剂配方按需定制、交货周期短、具备全球出口供货经验、 可免费寄送样品试样测试。 常见问答 问:焊接铜铝时,是否还需要额外涂刷钎剂? 答:无需额外配剂。焊丝内置铯系钎剂,受热后自动发挥除氧化作用。 问:焊后工件需要清洗处理吗? 答:常规工况无需清洗,焊后残留钎剂无腐蚀特性。 问:可搭配哪些加热焊接方式? 答:适配火焰、感应、炉焊及各类自动化钎焊设备。 问:产品是否支持定制? 答:支持。焊丝直径、钎剂配比、预制成型件、包装规格均可按需调整。 合作咨询 新鑫焊材可为暖通制冷、新能源车热管理、制冷设备、工业换热器领域提供全套专业铜铝钎焊解决方案。
- July 03, 2026
2026年中发展亮点
前言 时值 2026 年年中,衷心感谢全球各地客户、经销商及合作伙伴长久以来的信任与鼎力支持。 上半年,公司始终以创新、品质与可持续发展为核心发展主线。新鑫焊材携手全球合作伙伴,持续输出稳定可靠的钎焊、 焊接配套方案,同步拓宽海外市场布局版图。 产品创新研发 我们持续优化核心产品矩阵,涵盖黄铜钎焊棒、铜基钎料、铝钎焊材料、各类焊丝及钎焊熔剂。通过升级生产工艺、完 善品控体系,全系列产品在多工业场景下实现更高稳定性、一致性与使用性能。 全球市场拓展 2026 上半年海外业务版图持续扩张。依托数字化营销、搜索引擎优化、社交媒体运营推广,叠加与经销商、工业终端客 户的深度合作,欣欣焊材品牌进一步触达东南亚、中东、非洲、欧洲、拉美各地行业专业采购与施工从业者。 以客户为中心的定制化服务 除供应高品质焊材产品外,我们始终致力于解决客户各类钎焊、焊接实操难题。从专业技术选型建议、个性化定制产品 方案,到高效及时的售后保障,团队持续为全球客户创造长期合作价值。 坚守品质核心 品质是企业一切经营的根基。从原材料甄选、生产加工、成品检测至出库交付,全流程严苛管控,保障产品性能稳定、批 次品质统一。 下半年展望 2026 下半年将迎来全新创新与合作机遇。欣欣焊材将持续投入智能化生产升级、新品研发与全球渠道合作,为海内外客 户持续提供值得信赖的钎焊、焊接全套解决方案。 致谢 每一笔订单、每一次合作、每一次沟通,都助力我们稳步前行。 感恩一路相伴,与我们携手同行。 期待未来携手共进,再创佳绩! 新鑫焊材 联结全球,铸就稳固合作
- July 03, 2026
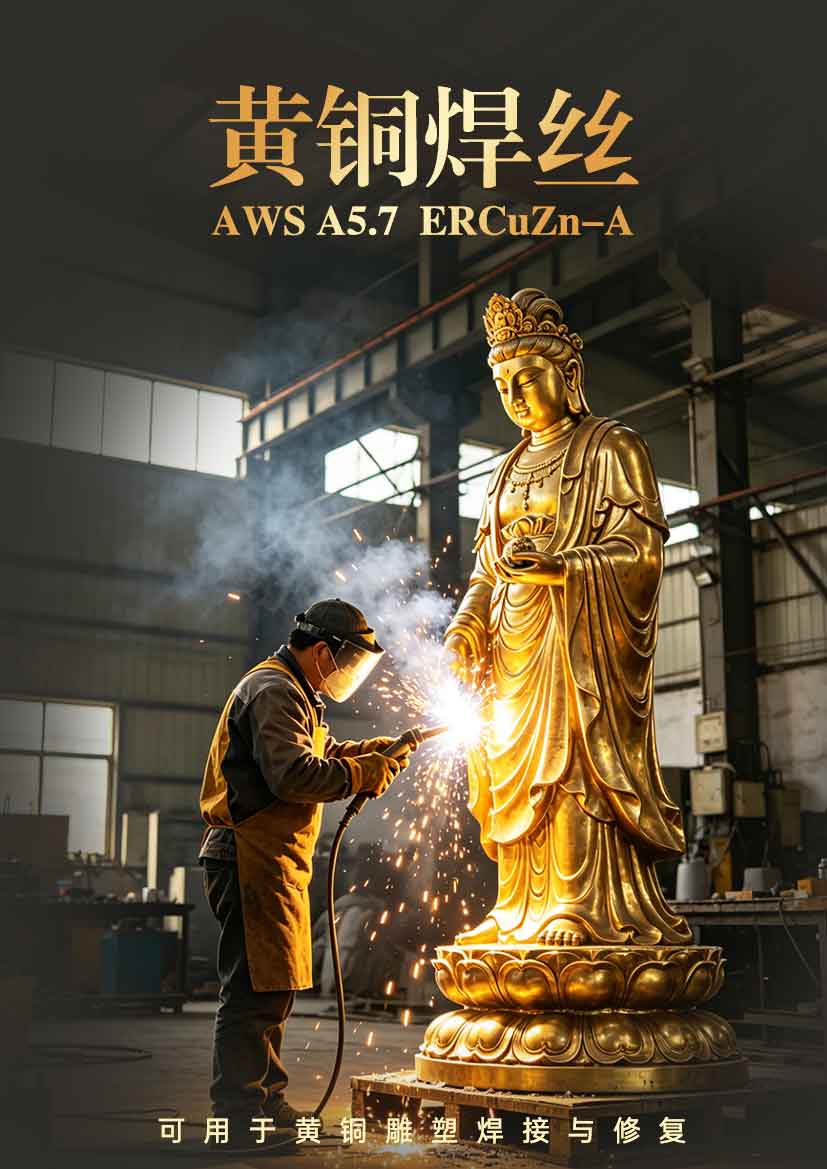
AWS A5.7 ERCuZn-A 黄铜焊丝|可用于黄铜雕塑焊接与修复
还原每一处细节,守护每一件艺术珍品 黄铜雕塑绝非普通金属装饰件,它们是文化藏品、建筑装饰构件、城市公共纪念雕塑,更是极具价值的艺术藏品。无论 是修补铸件缺陷、修复风化老旧雕塑,还是定制全新黄铜艺术品,焊丝选型将直接决定成品外观、焊缝强度与长期耐候使用 寿命。 AWS A5.7 ERCuZn-A 实芯气保焊丝专为黄铜、铜锌合金焊接与修复研发。焊丝配色匹配度优异、焊接成型流畅、冶金 性能稳定可控,是铸造厂、雕塑生产厂、文物修复工坊、艺术金属加工厂商的理想用材。 黄铜雕塑为何需专用焊丝 ▶ 降低锌烧损,减少焊缝气孔缺陷 ▶ 打磨、做旧上色后,色泽还原度更高 ▶ 焊缝强度高、连接可靠,修复痕迹不明显 典型应用场景 ▶ 黄铜雕塑铸件缺陷修补 ▶ 古旧黄铜雕像文物修复 ▶ 建筑装饰黄铜构件焊接 ▶ 定制黄铜艺术摆件加工 ERCuZn-A 气保焊丝产品优势 ▶ 与铸造黄铜合金色泽高度匹配 ▶ 电弧稳定,熔滴过渡平顺 ▶ 飞溅少,焊缝成型美观 ▶ 控热性能优异,工件变形量小 ▶ 精加工后修复效果专业无痕 推荐焊接工艺要点 ▶ 焊前彻底清理焊接坡口 ▶ 保护气体选用纯氩气 ▶ 控制热输入,减少锌元素烧损 ▶ 焊后缓慢冷却,再进行表面精加工 为何选择新鑫焊材 ▶ 合金成分稳定均匀 ▶ 送丝顺滑不卡顿 ▶ 焊缝成型观感优良 ▶ 支持代工生产、定制自有品牌 ▶ 拥有成熟全球出口供货经验
- June 26, 2026
金刚石刀头钎焊焊丝
所有金刚石工具刀头均采用钎焊工艺,而非普通电焊。新鑫焊材可为各类金刚石工具提供全套钎焊焊丝配套方案。 一、石材锯片、钻头用银钎焊丝 银铜锌钎焊焊丝适配高频焊接设备: ▶ HL302(含银 15%)、HL303(含银 25%):性价比款,适用于花岗岩锯片、常规取芯钻头。 ▶ HL304(含银 45%):焊接温度低,可防止薄刀头、薄壁钻头开裂。 ▶ HL321(含银 49%):焊缝韧性高,适配干切马路锯、厚壁墙锯,杜绝刀头脱落。 HS221 黄铜焊丝成本低廉,适用于轻载湿式磨盘;但该焊丝焊接温度偏高,易损伤金刚石刀头,不可用于干切工况。 二、PCD 金刚石工具专用活性钎焊焊丝 普通银钎焊丝无法与 PCD 复合片实现冶金结合,我司提供两款含钛真空钎焊耗材: ▶ 银铜钛钎焊丝:结合强度高,用于高端 PCD 车刀,避免金刚石石墨化。 ▶ 铜锡钛钎焊丝:成本更低,多用于石油钻头、大型磨盘。 新鑫焊材焊接关键注意事项 ▶ 高频钎焊作业必须配套银钎焊剂,清除工件表面氧化层; ▶ 严禁使用碳钢、不锈钢焊条,高温会损毁金刚石; ▶ 新鑫焊材银钎产品分焊丝、焊片、焊环三种形态,适配全自动、手动焊接设备。 企业简介:新鑫焊材 新鑫焊材是多年焊接材料生产厂家。可根据客户金刚石工具品类、生产工艺、成本预算定制专属钎焊焊丝配套方案, 助力客户提升焊接成品质量、延长工具使用寿命。
- June 23, 2026
新鑫焊材祝您端午安康!
值此端午佳节来临之际,我们向全球全体员工、客户及合作伙伴致以诚挚的谢意。 在新鑫焊材,我们坚信优秀的团队造就卓越的产品。正如牢固完美的焊接接头一般,信任、协作与坚守,将我们紧密相连。 愿佳节为您带去欢乐、安康与顺遂。 端午快乐! 铜陵鑫鑫焊接材料有限公司 官网:www.superlionwelding.com
- June 15, 2026
不锈钢波纹管黄铜焊丝钎焊方案 | 低变形、高性价比之选
一、工艺概述 不锈钢柔性波纹管广泛应用于暖通空调、工业气体管路、给排水及机械设备连接领域。其薄壁波纹结构具备良好的减震 能力,可适配复杂的安装工况。 传统熔焊、氩弧焊热输入量大,极易出现管壁烧穿、波纹塌陷、柔性失效、焊缝渗漏等缺陷。 我司专用黄铜焊丝低温毛细钎焊工艺可彻底解决上述问题。该工艺不会熔化不锈钢母材,完整保留管材原有柔韧性,焊 缝牢固密封、性能稳定,同时兼具突出的成本优势。 二、核心优势 本工艺专为薄壁不锈钢柔性波纹管优化打造,兼具技术与成本双重优势: • 无变形,柔韧性完整保留 钎焊温度远低于不锈钢熔点,热量仅集中在套管接头区域,不会波及波纹柔性段。彻底杜绝母材软化、结构塌陷等问题, 焊后管材弯曲、减震性能不受影响。 • 密封性能优异 精准控制装配间隙,让钎料充分实现毛细渗透,均匀填满整个焊缝,形成致密无气孔的钎焊角。焊缝无针孔、无虚焊,长 期使用零渗漏。 • 铜价高位下,成本优势显著 当前铜、银原材料价格持续走高,传统银钎焊大幅增加生产成本、压缩利润空间。我司专用黄铜焊丝在常规工况下,焊缝 质量可对标标准银钎焊,焊材成本降低 30%~60%,是原料涨价环境下大批量生产的优选方案。 • 性能稳定,成品良率高 整套工序标准化运作,包含表面打磨、精准涂覆钎剂、控温加热、专业焊后清洗等环节。低热输入工艺从根源避免烧穿、 变形问题,成品良率稳定在 99% 以上。 三、实际项目案例 项目背景 某暖通空调设备厂商,主打商用中央空调不锈钢柔性管路系统。产品采用壁厚 0.3~0.5 毫米的 304 不锈钢波纹管,要求管 材长期使用具备抗震、容位补偿、零渗漏性能。 客户原采用银钎焊与熔焊工艺,管材变形、微渗漏问题突出,返修率超 30%;叠加铜、银原料涨价,生产成本居高不下, 亟需一套质量稳定、低成本、可量产的焊接方案。 定制解决方案 我方为其量身打造适用于薄壁柔性波纹管的量产型黄铜钎焊工艺: • 材料适配:搭配不锈钢专用黄铜焊丝与配套钎剂,保障钎料流动性、抗氧化性,成型致密焊缝。 • 标准化套管接头:严格管控插接深度与装配间隙,保证毛细钎焊效果一致,焊缝强度稳定。 • 精准局部加热:仅对不锈钢套管区域施温,波纹段完全不受热;短时恒温加热,杜绝局部过热与管材变形。 • 专业焊后处理:采用自然冷却防止热裂;高温清水彻底清除残留钎剂,避免后期腐蚀,延长产品使用寿命。 项目成效 本次批量生产 3200 余根不锈钢波纹管,无烧穿、无变形、柔韧性完好。所有
- June 11, 2026
1
2
3
4
共
4
页
类别
黄铜合金焊材
磷铜合金焊材
银钎焊合金
铝焊丝
药皮焊丝
药芯焊丝
紫铜合金焊材
气焊助熔剂
新产品
厂家直供低温铝焊粉QJ201铝焊接粉
直条焊丝HS221黄铜焊丝焊接材料4.0mm
延展性良好黄铜焊丝HS221锡黄铜焊条 5.0mm
需要帮助?与我们聊天
Leave A Message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.
刷新图像
Submit
+86 13705623213
Jasmine@xxhccn.com
+8613705623213
+86 13705623213
扫一扫 :
首页
产品
whatsapp
联系